300×400數(shù)控激光切割機(jī)XY工作臺(tái)部件及單片機(jī)控制系統(tǒng)的綜合設(shè)計(jì)
引言
300×400數(shù)控激光切割機(jī)作為一款適用于中小尺寸、高精度加工需求的設(shè)備,其核心性能很大程度上取決于XY工作臺(tái)的運(yùn)動(dòng)精度、穩(wěn)定性以及控制系統(tǒng)的智能化水平。本文將圍繞該型號(hào)激光切割機(jī)的XY工作臺(tái)機(jī)械部件設(shè)計(jì)與基于單片機(jī)的控制系統(tǒng)設(shè)計(jì)進(jìn)行詳細(xì)闡述,并說(shuō)明配套全套CAD圖紙?jiān)趯?shí)現(xiàn)設(shè)計(jì)過(guò)程中的關(guān)鍵作用。
一、 XY工作臺(tái)機(jī)械部件設(shè)計(jì)
XY工作臺(tái)是承載并精確定位被加工工件的核心部件,其設(shè)計(jì)直接關(guān)系到切割的精度、速度與整體剛性。
- 結(jié)構(gòu)設(shè)計(jì)與材料選擇:
- 工作臺(tái)面尺寸為300mm(X軸)×400mm(Y軸),采用龍門(mén)式或懸臂式結(jié)構(gòu),以確保良好的剛性和運(yùn)動(dòng)空間。基座與橫梁通常選用高強(qiáng)度鑄鐵或焊接鋼結(jié)構(gòu),經(jīng)過(guò)時(shí)效處理以消除內(nèi)應(yīng)力,保證長(zhǎng)期穩(wěn)定性。
- 導(dǎo)軌副采用高精度直線滾珠導(dǎo)軌或線性滑軌,具有摩擦系數(shù)小、運(yùn)動(dòng)平穩(wěn)、精度高、壽命長(zhǎng)的特點(diǎn),是實(shí)現(xiàn)高速高精運(yùn)動(dòng)的基礎(chǔ)。
- 傳動(dòng)系統(tǒng)采用精密滾珠絲杠副搭配伺服電機(jī)或步進(jìn)電機(jī),將電機(jī)的旋轉(zhuǎn)運(yùn)動(dòng)精確轉(zhuǎn)換為工作臺(tái)的直線運(yùn)動(dòng)。絲杠需進(jìn)行預(yù)緊以消除反向間隙。
- 關(guān)鍵零部件:
- 工作臺(tái)面板:通常采用蜂窩狀或網(wǎng)格狀鋁合金板,兼顧輕量化與剛性,并設(shè)有通用夾具安裝孔。
- 拖鏈:用于規(guī)整和保護(hù)X、Y軸向移動(dòng)時(shí)跟隨運(yùn)動(dòng)的電纜、氣管,保證運(yùn)行安全與整潔。
- 光柵尺或編碼器(作為可選高精度反饋元件):用于實(shí)現(xiàn)全閉環(huán)控制,直接檢測(cè)工作臺(tái)實(shí)際位置,補(bǔ)償機(jī)械傳動(dòng)誤差,將定位精度提升至微米級(jí)。
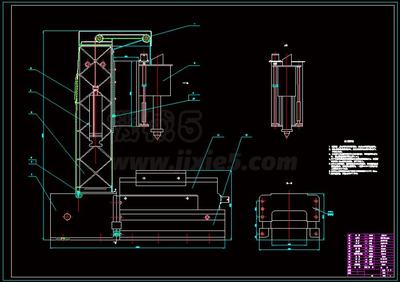
3. CAD圖紙的全套性?xún)r(jià)值:
一套完整的CAD圖紙(通常包含總裝圖、部件裝配圖、所有非標(biāo)零件工程圖)是設(shè)計(jì)、加工、裝配和后期維護(hù)的權(quán)威依據(jù)。它能清晰表達(dá)各零件的結(jié)構(gòu)、尺寸、公差、材料、熱處理及表面處理要求,確保所有機(jī)械部件能夠精確制造并協(xié)同工作。
二、 單片機(jī)控制系統(tǒng)設(shè)計(jì)
控制系統(tǒng)是激光切割機(jī)的“大腦”,負(fù)責(zé)接收指令、驅(qū)動(dòng)電機(jī)、控制激光器并與用戶(hù)交互。基于單片機(jī)的方案具有成本低、可靠性高、開(kāi)發(fā)靈活的優(yōu)點(diǎn)。
1. 控制系統(tǒng)架構(gòu):
采用“上位機(jī)(PC或觸摸屏HMI)+下位機(jī)(核心單片機(jī))”的主從結(jié)構(gòu)。上位機(jī)負(fù)責(zé)圖形處理、軌跡規(guī)劃、人機(jī)交互;下位機(jī)單片機(jī)負(fù)責(zé)接收運(yùn)動(dòng)指令、執(zhí)行實(shí)時(shí)插補(bǔ)運(yùn)算、輸出電機(jī)控制脈沖及方向信號(hào),并處理I/O(如限位開(kāi)關(guān)、激光啟停、氣體控制)。
- 核心單片機(jī)選型與功能:
- 選型:可選用高性能的32位ARM Cortex-M系列單片機(jī)(如STM32系列),其主頻高、計(jì)算能力強(qiáng),能輕松處理兩軸聯(lián)動(dòng)插補(bǔ)(直線、圓弧)算法。
- 核心功能模塊:
- 脈沖生成單元:通過(guò)定時(shí)器產(chǎn)生精確的脈沖序列(PPM/PWM),控制步進(jìn)或伺服電機(jī)的轉(zhuǎn)速與轉(zhuǎn)角。
- 插補(bǔ)算法:在單片機(jī)內(nèi)實(shí)現(xiàn)數(shù)字增量插補(bǔ)(如DDA法)或數(shù)據(jù)采樣插補(bǔ),將連續(xù)的加工路徑分解為X、Y軸協(xié)調(diào)的微小步進(jìn)指令。
- I/O管理:讀取各軸正負(fù)限位、原點(diǎn)傳感器信號(hào),實(shí)現(xiàn)安全保護(hù)與回零操作;控制激光器的功率、出光時(shí)間以及輔助氣體(如氧氣、氮?dú)猓┑碾姶砰y。
- 通信接口:通過(guò)UART、USB或以太網(wǎng)接收上位機(jī)發(fā)送的G代碼指令,并反饋狀態(tài)信息。
3. 控制流程:
系統(tǒng)上電后,單片機(jī)首先執(zhí)行各軸回機(jī)械原點(diǎn)操作。隨后進(jìn)入待命狀態(tài),解析從上位機(jī)傳輸?shù)腉代碼程序,進(jìn)行速度規(guī)劃、插補(bǔ)計(jì)算,實(shí)時(shí)輸出兩軸控制脈沖,同時(shí)監(jiān)控所有傳感器狀態(tài)。遇到限位或急停信號(hào)時(shí)立即中斷脈沖輸出,確保安全。
三、 機(jī)電一體化整合與調(diào)試
機(jī)械部件與控制系統(tǒng)的完美結(jié)合是實(shí)現(xiàn)設(shè)計(jì)目標(biāo)的關(guān)鍵。
- 整合要點(diǎn):
- 根據(jù)機(jī)械傳動(dòng)比(絲杠導(dǎo)程)、電機(jī)步距角及細(xì)分設(shè)置,在單片機(jī)軟件中準(zhǔn)確設(shè)置“脈沖當(dāng)量”(即每個(gè)脈沖對(duì)應(yīng)工作臺(tái)的實(shí)際移動(dòng)距離,通常為0.001-0.01mm)。
- 合理設(shè)計(jì)控制柜布局,將單片機(jī)主板、電機(jī)驅(qū)動(dòng)器、電源、開(kāi)關(guān)等集成,并做好電磁屏蔽,防止干擾。
- 通過(guò)CAD圖紙預(yù)先規(guī)劃所有傳感器、執(zhí)行元件的安裝位置與走線路徑,確保安裝無(wú)誤。
- 調(diào)試流程:
- 空載調(diào)試:不安裝激光器,手動(dòng)與低速自動(dòng)運(yùn)行工作臺(tái),檢查運(yùn)動(dòng)是否平穩(wěn)、有無(wú)異響、限位功能是否正常。
- 精度檢驗(yàn):使用激光干涉儀或高精度量塊,檢驗(yàn)工作臺(tái)的全行程定位精度、重復(fù)定位精度以及XY軸的垂直度。根據(jù)反饋數(shù)據(jù),可在軟件中進(jìn)行反向間隙補(bǔ)償、螺距誤差補(bǔ)償。
- 聯(lián)動(dòng)與切割測(cè)試:加載簡(jiǎn)單圖形進(jìn)行空運(yùn)行軌跡驗(yàn)證,然后進(jìn)行實(shí)際切割測(cè)試,根據(jù)切割質(zhì)量(切縫寬度、垂直度、掛渣情況)微調(diào)激光功率、速度、焦點(diǎn)位置等工藝參數(shù)。
結(jié)論
設(shè)計(jì)一臺(tái)高性能的300×400數(shù)控激光切割機(jī),是一項(xiàng)集精密機(jī)械設(shè)計(jì)、單片機(jī)控制技術(shù)、軟件工程及工藝研究于一體的綜合性任務(wù)。XY工作臺(tái)的精密機(jī)械結(jié)構(gòu)為高精度運(yùn)動(dòng)提供了物理基礎(chǔ),而基于單片機(jī)的智能控制系統(tǒng)則為實(shí)現(xiàn)復(fù)雜軌跡和工藝控制提供了靈活、可靠的大腦。全套詳細(xì)的CAD圖紙則是貫穿設(shè)計(jì)、制造與裝配全過(guò)程、確保各環(huán)節(jié)準(zhǔn)確無(wú)誤的藍(lán)圖。二者緊密結(jié)合,并通過(guò)嚴(yán)謹(jǐn)?shù)恼{(diào)試與優(yōu)化,最終才能制造出一臺(tái)切割精度高、運(yùn)行穩(wěn)定、操作便捷的數(shù)控激光切割設(shè)備。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.lema555.cn/product/82.html
更新時(shí)間:2026-05-23 10:28:56